Faster your business to market with Kusla rapid manufacturing services
- Rapid Prototyping & low volume Manufacturing Service
- Machining and Molding For Plastic & Metal Parts
- ISO 9001:2015 Certified Factory
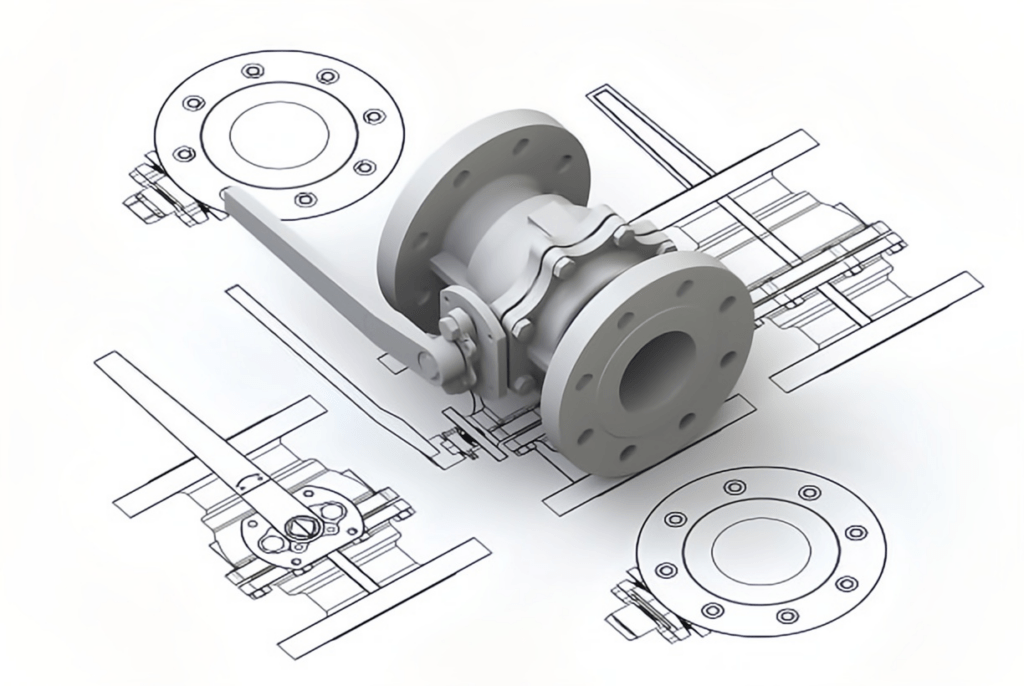

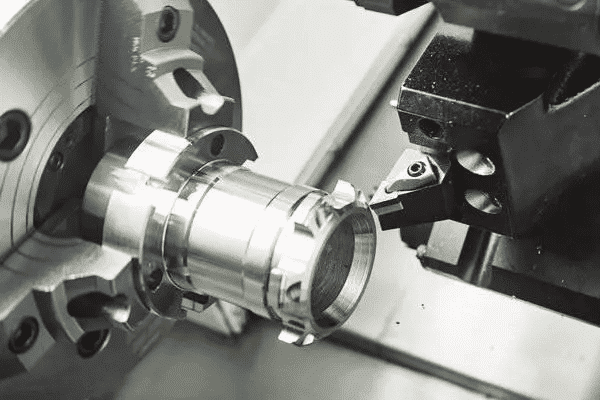
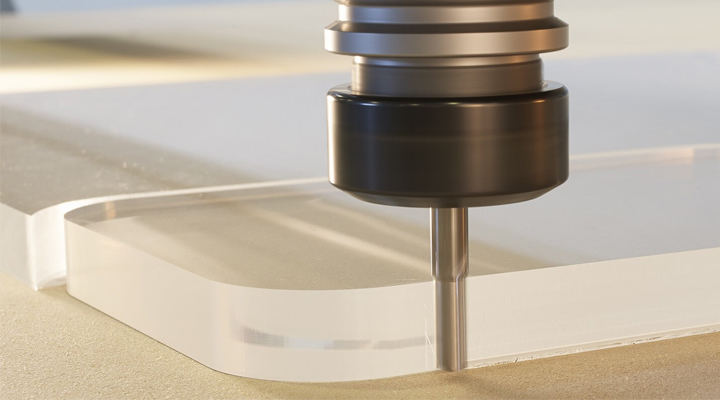
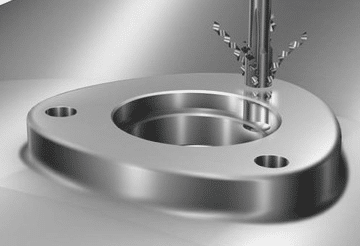
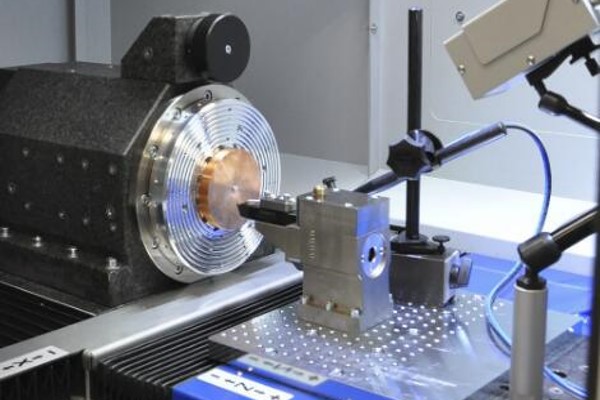
We provide precision CNC machining services, including CNC milling, CNC turning, and 5-axis CNC machining.

We can complete your prototype in as fast as 24 hours with FDM, SLS, SLA, and Metal 3D printing technologies.
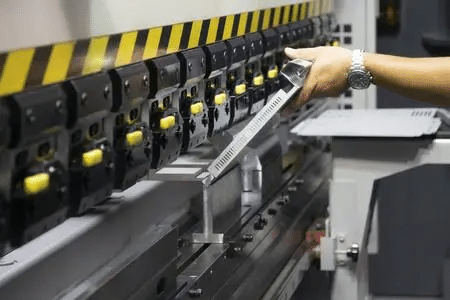
Our capability covers sheet metal cutting, bending, welding, and stamping with no minimum order quantity.

We can utilize superior materials to accomplish the Urethane Casting Prototyping, ensuring completion within 5 days for quantities less than 100.

We provide both insert molding and overmolding techniques, with production materials in a short time, less than 4 weeks.
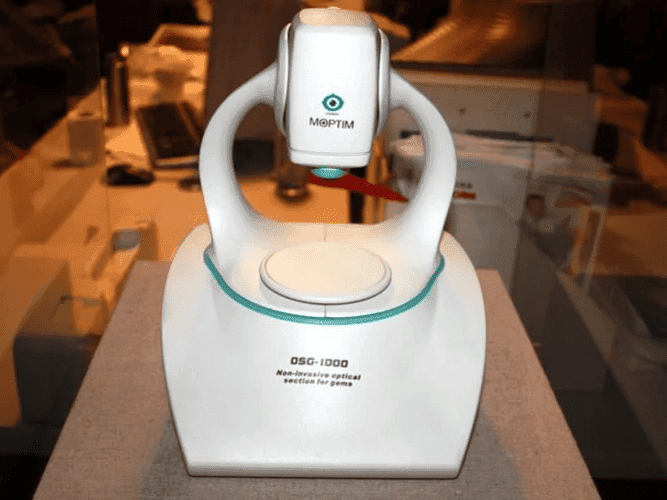
Custom High precision optic components from prototypes to production in a short lead time of less than 2 weeks.

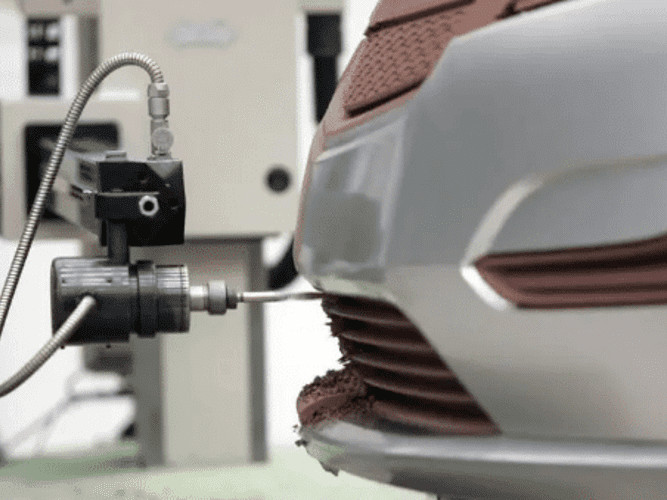
Kusla specializes in automotive prototyping and parts manufacturing with a one-stop service for most automotive components.
Kusla offers a wide range of Medical Device prototyping services and high-quality medical device prototypes in a short lead time.

Kusla has many years of experience in Consumer product prototyping services which could help you get product prototypes quickly.










Marketing Director

Project Manager

Project Manager

Technical Sales

Technical Sales

Technical Sales
Marketing Director
Project Manager
Project Manager
Technical Sales
Technical Sales
Technical Sales