Drilling holes in a product is a common step in CNC machining. These holes are often used for assembly or to position parts together. Reaming is a finishing process that improves the accuracy of the hole’s size, keeps its dimensions precise, and gives it a smooth surface. It is usually done after drilling.
But what is reaming, and how does it work? This guide is written to help beginners and anyone interested in precision machining understand the reaming process and its uses.
What is reaming?
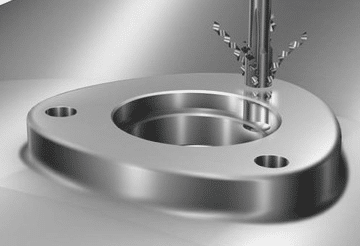
Reaming is a machining process that improves the size and surface quality of a hole. It uses a tool called a “reamer” to remove a thin layer of material from the wall of an existing hole, making the hole more precise in size and smoother. Compared to other methods like internal grinding or fine boring, reaming is more practical and cost-effective for smaller holes.
This process is a finishing step, meaning it removes less material than drilling or boring. During reaming, the reamer spins at about half the speed (RPM) of the drilling operation. In CNC machining, reaming is controlled by numerical technology, ensuring the reamer follows an exact path to achieve high accuracy and a clean surface.
Benefits of Reaming
Reaming offers several advantages that improve both the efficiency and quality of the production process. Here are the key benefits:
Enhanced Precision
Reaming ensures high dimensional and shape accuracy, typically achieving precision levels of IT9 to IT7, or even higher. This makes it ideal for producing precise holes required for snug fits in high-precision industries like aerospace and automotive manufacturing.
Superior Surface Finish
Reaming creates smooth and polished hole walls with surface roughness values (Ra) typically ranging from 3.2 to 0.8 μm. This enhances wear resistance, reduces fatigue, and improves the sealing properties of parts, making them more durable and efficient.
Cost-Effective
Reaming is a simple and efficient finishing process that works well for small holes, offering lower costs compared to other precision methods like fine boring or internal grinding. It is especially economical for large-scale production, minimizing waste and reducing overall production costs.
Improved Structural Strength
By achieving precise hole sizes, reaming ensures bolts, screws, and fasteners fit perfectly. This leads to stronger, more stable mechanical assemblies with better structural integrity.
Versatile
Reaming is a stable and smooth cutting process with low cutting forces and minimal heat generation, reducing vibration and deformation during machining. It is versatile, capable of processing both round and tapered holes to meet a wide range of manufacturing needs.
Applications of Reaming
Reaming is widely used in various industries due to the high precision it provides. Here are some key industries that rely heavily on reaming:
Aerospace
In the aerospace industry, reaming is used to create precise holes in parts like aircraft engines, landing gears, and fuselage structures. It helps ensure the high accuracy and smooth finishes needed for safety and performance in aviation.
Automotive
Reaming is important for engine parts like cylinder blocks, connecting rods, and crankshafts. It helps create accurate and smooth holes, which are needed for the engine to work reliably and efficiently.
Medical Devices
Reaming is used to create precise holes in medical devices like hip replacements, dental implants, and surgical instruments. These holes ensure the parts fit properly and safely.
How To Ream A Hole Step by Step?
To achieve the best results with reaming, it’s essential to follow a clear and detailed guide. Proper preparation and technique are key to ensuring accuracy and a smooth finish. Here’s a step-by-step process for reaming a hole:
Step 1: Choosing the right reamer
Choose the appropriate reamer type (hand, machine, or adjustable) and size based on the material and hole requirements. Ensure the reamer is clean and sharp.
Step 2: Secure the workpiece
Clamp the workpiece securely to prevent movement during the process. Ensure the reamer and hole are properly aligned to maintain coaxiality.
Stpe 3: Prepare the Hole
Prepare the hole by drilling it slightly smaller than the final size. A good rule is to leave 2%–4% of material for the reamer to remove, depending on whether the material is hard or soft. Spot-drill the hole first for better results.
Step 4: Set the Reaming Parameters
Set the reaming parameters carefully. Adjust the spindle speed to about half or two-thirds of the drilling speed. The feed rate should be twice the feed used for drilling.
Step 5: Apply Coolant
Lubricate the hole and the reamer with cutting fluid or light oil. This helps reduce friction, improves the finish of the hole, and makes the tool last longer.
Step 6: Perform the Reaming
Begin the reaming process by inserting the reamer into the hole. Ream in one smooth motion without stopping or pecking. Let the reamer cut steadily until it exits the other side of the hole. Avoid sudden movements to maintain accuracy.
Step 7: Break the Edge of the Hole
After reaming, use a countersink to break the sharp edges at the top of the hole. This gives the hole a clean and smooth finish.
Step 8: Remove the Reamer
Turn off the spindle and carefully pull the reamer straight out of the hole once it stops spinning. This prevents damage to the hole or the tool.
Step 9: Clean the Reamer
Clean the reamer after use and apply oil to protect it from rust. Store it properly, keeping the cutting edges safe from damage.
Different Types of Reamers
There are several types of reamers used for different applications. Here are some common types of reamers:

Hand Reamers
Hand reamers are used to make holes bigger or finish them to a precise size. There are two main types: rose reamers and fluted reamers. Both have a small taper at the cutting end, which makes it easier for the reamer to enter the hole. Hand reamers can be solid or extendable, but they can only enlarge holes so much. The blades are placed in a way that helps reduce vibrations while working.
Hand reamers have a longer taper than machine reamers, making it easier to start a hole by hand. They are useful in places without machines or power because they are small and portable. These reamers are great for small jobs or occasional tasks, as they can work with different materials and hole sizes, and are affordable.
Machine Reamers
Machine reamers are used to enlarge or finish holes in metal workpieces to a precise size, similar to hand reamers but designed for machine use. Unlike hand reamers, machine reamers are typically more rigid and can handle larger hole sizes with greater accuracy. They have a shorter taper compared to hand reamers, as they are powered by machines, making it easier to start and finish holes with more control. Machine reamers are usually solid and cannot be extended like hand reamers.
These reamers are ideal for high-volume production and work in environments where power tools are available. They offer more speed and precision than hand reamers, making them perfect for large-scale operations or when consistent hole sizes are needed across multiple parts.
Shell Reamers
Shell reamers work with shell reamer arbors, ensuring a perfect fit for the hole. They are made to cut materials easily and create smooth, well-finished holes to the desired size. These reamers are commonly used in screw machines, drill presses, lathes, and other machinery. They offer a cost-effective solution for reaming large holes.
Straight Flute Reamers
The straight flute reamer can provide smooth, vibration-free cutting. It ensures even distribution of cutting force and effective chip removal. it is perfect for processing holes in general materials, especially those with small diameters and shallow depths.
Spiral Flute Reamers
Spiral-fluted reamers are specially used for tough materials, like stainless steel, that produce hard chips. The spiral flutes evenly distribute cutting forces, allowing these reamers to effectively cut through challenging materials and prevent chip clogging, especially in deep holes.
Factors to Consider When Choosing a Reamer
When choosing a reamer, there are several key factors you need to consider:
Material of the Workpiece:
Choose the right reamer based on the hardness and toughness of the material you’re working with. For harder materials, select a more durable reamer that can handle tougher cutting conditions.
Size of the Hole:
Choose a reamer with the right diameter and length for the hole. The hole should be 2% to 3% smaller than the reamer diameter to ensure a precise and smooth finish.
Required Precision:
Select a reamer that meets the required precision level for your project. The tool’s structure and accuracy should align with the level of detail needed for the hole to ensure quality results.
Production Volume:
Consider the production batch size when choosing a reamer. For larger batches, select a more durable and cost-effective reamer to balance both production efficiency and cost-effectiveness.
Tips For Reaming Operations
There are some helpful tips and precautions to consider when performing reaming to have a successful operation. Here are some of them:
Keep It Clean
Remove chips and dirt during the process to keep the coolant channel clear and prevent scratching the workpiece. After use, clean the reamer and coat it with anti-rust oil to protect it from rust.
Safety First
Always wear safety gear, such as protective glasses and gloves. Never touch the workpiece or moving parts with your hands while the machine is running.
Avoid Vibration
Minimize vibrations during reaming to ensure accuracy and prevent damage to the reamer or workpiece. Stop the machine and inspect if you notice excessive vibration.
Watch Deformation
For thin or easily deformed materials, check for any bending during processing. Use extra support or reduce clamping force if necessary to avoid deformation.
Reamer Feeds and Speeds
Reaming speeds and feeds differ from drilling. Typically, use feeds 2-3 times higher than drilling feeds. Be sure to keep a high enough feed to avoid excessive wear on the reamer.
Proper Alignment
Ensure the spindle, reamer, and hole are properly aligned. Misalignment can cause reamer wear and hole inaccuracy. Adjustable holders can help in some cases.
Regrind the Reamer When Needed
Don’t let the reamer get too dull before sharpening. Regrind the chamfer before it affects performance, but be careful to sharpen evenly to avoid cutting oversized holes.
Consider Stock Allowance
Allow for a small margin when reaming, usually around .010” for small holes. Hand-reaming requires even less allowance due to the difficulty of pushing the reamer through large stock.
Differences Between Reaming, Boring, and Drilling
Reaming, boring, and drilling are different methods of machining holes in a workpiece. Each process has a specific purpose and uses different tools. Below is a simple explanation of their differences:
Purpose of Machining
Drilling: Drilling is the first step in creating a hole. It is used to make holes in solid materials, such as bolt holes, threaded holes, or oil holes. The diameter of the hole is usually less than 100mm. Drilling is not very precise and is often used for holes with low-quality requirements.
Boring: Boring enlarges an existing hole that is drilled, cast, or forged. It improves the size and quality of the hole. A boring tool has more teeth than a drill and no chisel edge, making it better for smooth cutting. Boring is typically used for small holes or as a step before finishing the hole.
Reaming: Reaming is a finishing process used to remove a small amount of material from the inside wall of a hole. It improves the size accuracy and surface finish of the hole. Reaming is commonly used for holes that require high precision and smooth surfaces.
Tools Used
Drilling: Drilling uses tools like twist drills, center drills, or deep-hole drills. These tools are simple and not very precise.
Boring: Boring uses hole expansion drills, which have more cutting teeth and better cutting conditions than regular drills. These tools are used to enlarge and refine holes..
Reaming: Reaming uses reamers, which can be hand-operated or machine-powered. Reamers are designed for high precision and good surface quality. They can process round or tapered holes.
Accuracy and Surface Quality
Drilling: Drilling has the lowest accuracy and surface quality of the three processes. The cutting area is deep inside the workpiece, making it hard to remove chips and control heat. Drilling is used for holes that don’t need high precision.
Boring: Boring has better accuracy and surface quality than drilling. It provides stable cutting and removes less material, which helps achieve smoother surfaces. It is often a step before reaming.
Reaming: Reaming is the most precise method of the three. It removes a very small amount of material, ensuring the hole has the right size and smooth finish. Reaming works best at slower speeds and with cutting fluids for cooling.
Conclusion
Reaming is a reliable and cost-effective method for finishing holes on your workpiece, especially for smaller holes. To achieve the best results, it is needed to use the right reamers with an appropriate helix angle.
While creating precise holes might seem straightforward, it can be a complex process requiring skill and the right tools. With years of expertise, KUSLA offers precision hole machining solutions and ensures high-quality results for all your parts. Contact us today for a quick and reliable quotation!
FAQs
What causes the reamer to chatter?
Reamer chatter happens when there isn’t enough rigidity in the machine or bushing. It can also occur if the feed rate is too light, the workpiece is not held securely, or the reamer has too much overhang.
Why use a reamer instead of a drill?
A reamer is ideal for finishing holes to a precise size and achieving a smooth surface finish. Unlike drills, which create holes, reamers are used to refine pre-drilled holes, ensuring accuracy and better quality.