





Online CNC Machining Service
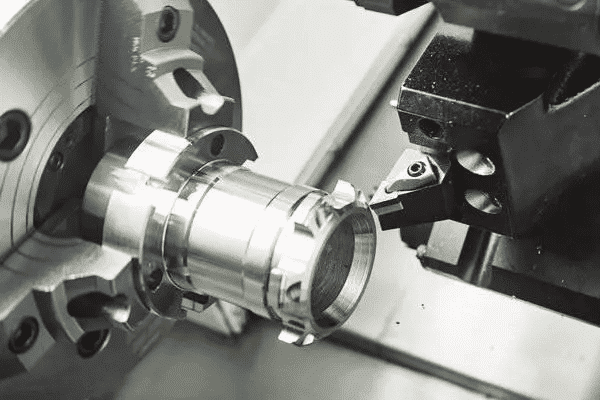
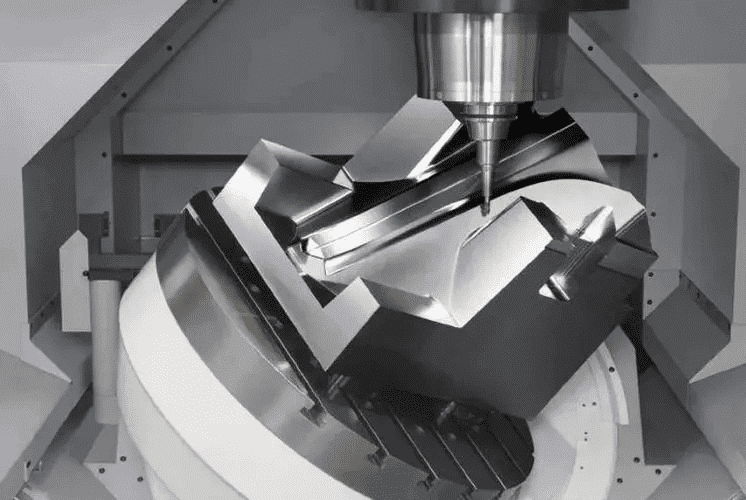
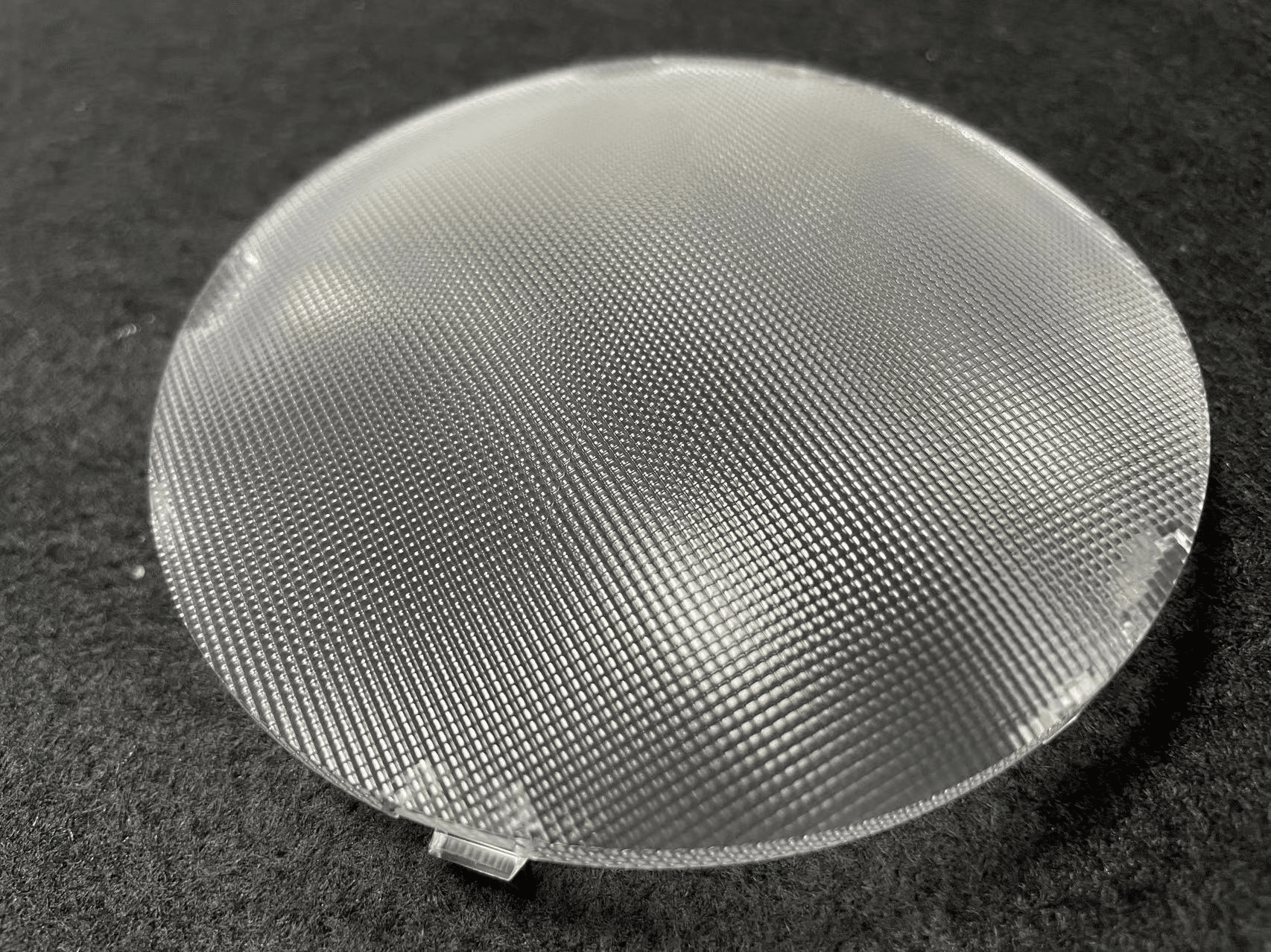
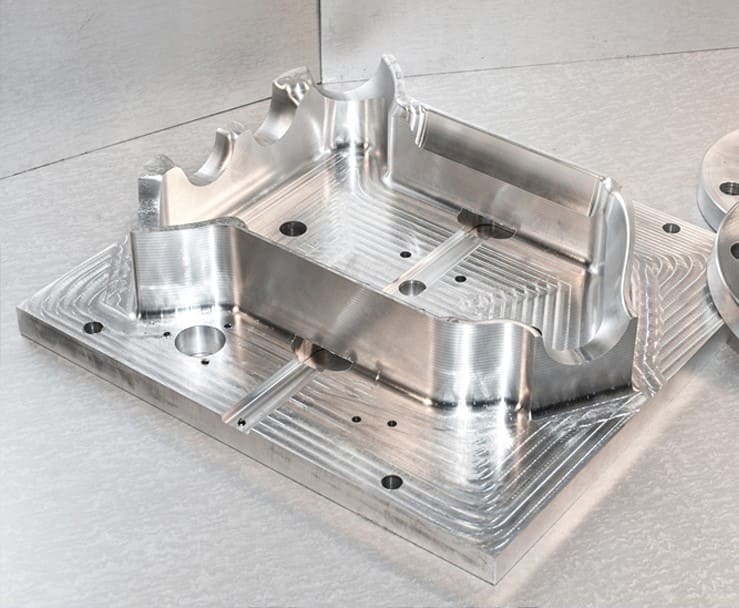
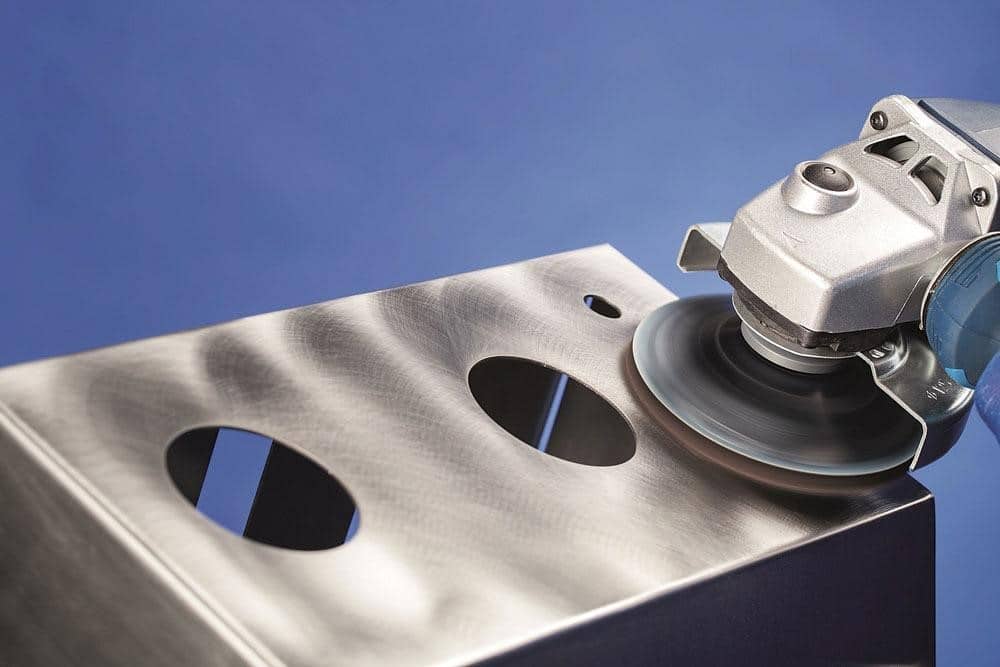
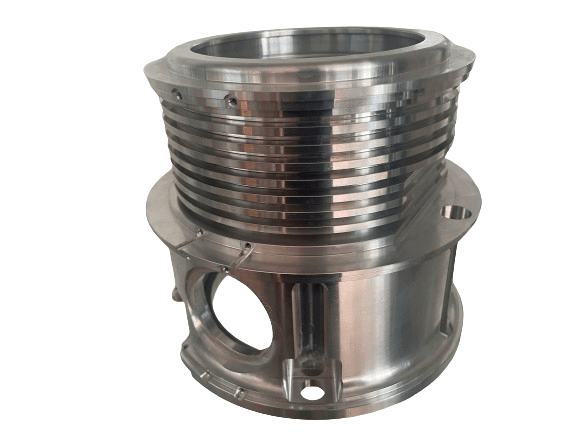
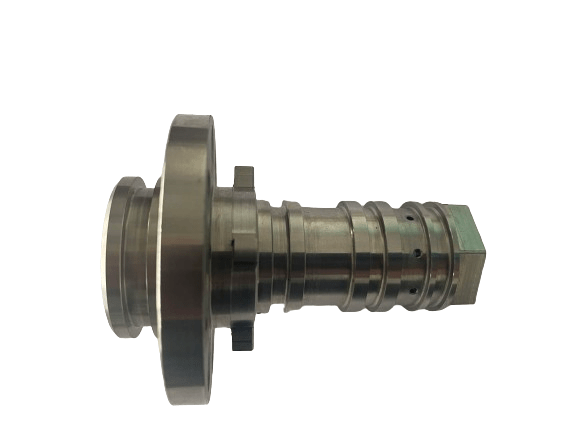
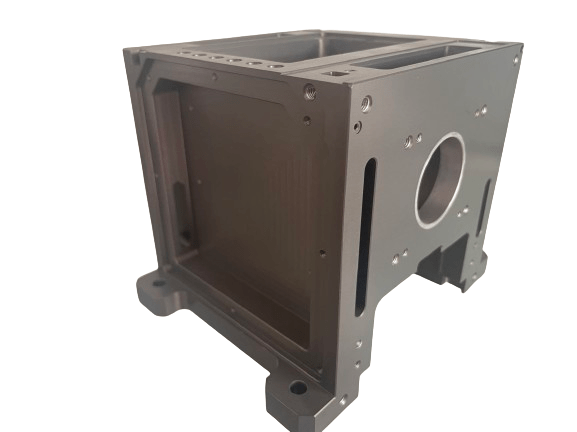
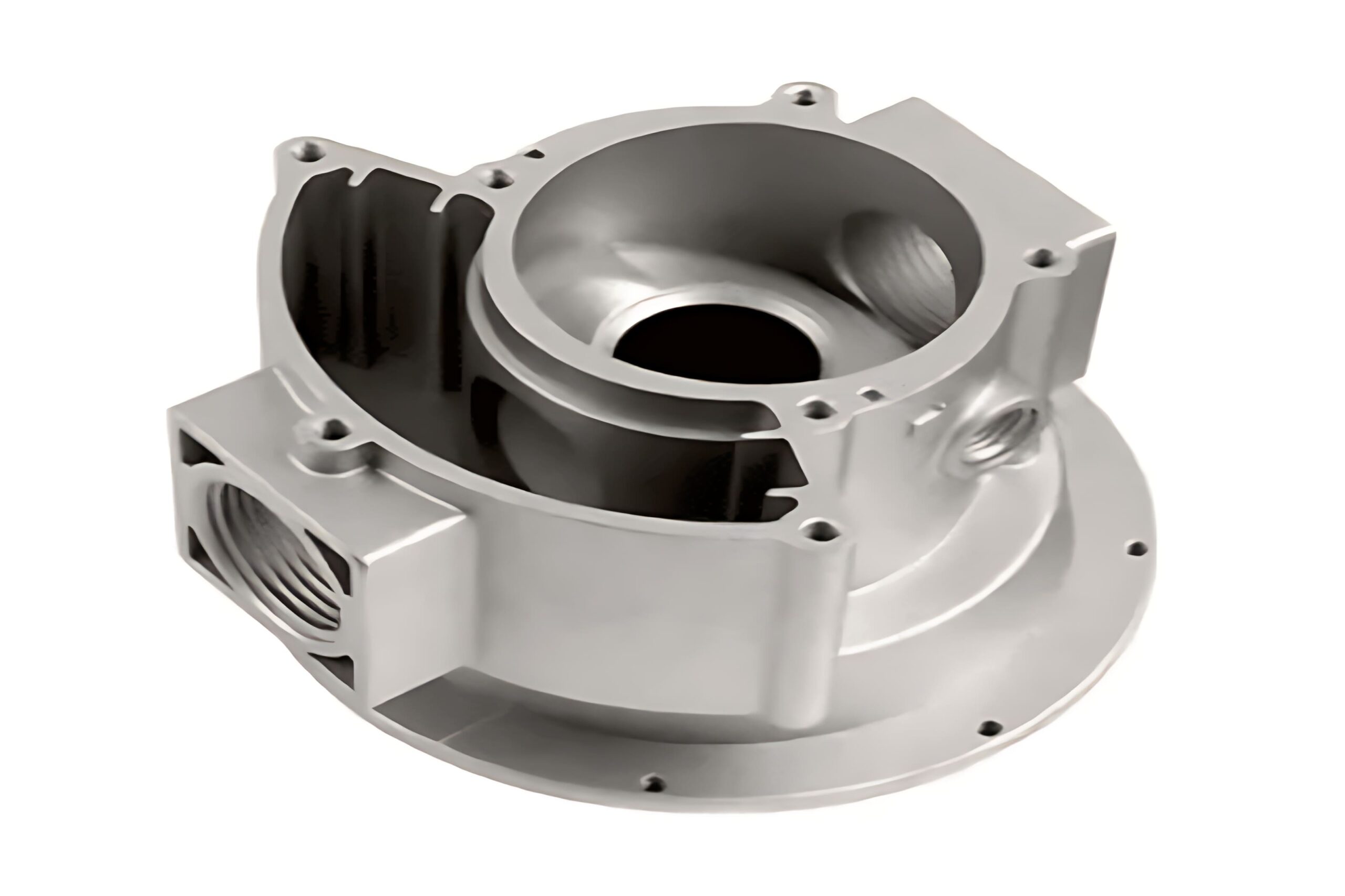
Kusla in China offers comprehensive CNC machining services, including CNC turning and CNC milling, along with surface finishing capabilities to deliver high-quality prototypes and low-volume CNC machined parts.
15+ YEARS OF EXPERIENCE
ISO9001: 2015 CERTIFIED
One-stop Machining and Finishing








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}